
Automobilių remonto technologija
Esant didelei pervežimų apimčiai, automobilių parkas turi būti techniškai tvarkingas. Automobiliui dirbant, jo detalės sudyla, atsiranda įvairūs gedimai, pablogėja
automobilio eksploatacinės savybės. Per tam tikrą laiką automobilio techninę būklę paveikia tokia riba ,nuo kurios sutrinka jo darbingumas. Todėl tokio automobilio eksploatuoti nebegalima arba ekonomiškai netikslinga. Kad vėl automobilis būtų darbingas ir tam tikrą laiką atitiktų ekspoatacines charakteristikas automobilis (jo agregatai) kapitališkai remontuojamas .
Automobilių kapitalinis remontas labai svarbus, nes jį taikant pailginamas automobilio eksploatavimo laikas.
Daugelio automobilio detalių, patenkančių į kapitalinį remontą, išdilimas nesiekia ribinių reikšmių ir jos dar pakankamai darbingos.
Panaudojus šias detales galima gauti didelį ekonominį efektą. Labai svarbu gerinti remonto kokybę ,nes nuo to padidėja automobilių transporto darbo efektyvumas: daugiau esti techniškai tvarkingų automobilių , sumažėja išlaidos eksploataciniams remontams ir kt .
6.1. Detalės defektavimo ir rūšiavimo techninės sąlygos
1.lentelė
| Pozicija eskize | Galimas defektas | Defekto nustatymo ir kontrolės prietaisai | Matmenys | Išvados | |
| Pagal darbo brėžinį | Leistinas be remonto | ||||
| 3 | Sriegio išdilimas | Kalibrinis kamštis 149,99mm GOST 14826-69 Arba indikatorinis Vidmatis 100-160mm GOST 868-72 | 150 | 149,99 | Remontuoti Aplyditi Galvaninis nutrinimas |
| 5 | Guoliavetes išdilimas | Kalibrinis kamštis 136,4mm GOST 14826-69 Arba indikatorinis Vidmatis 100-160mm GOST 868-72 | 136 | 136,40 | Remontuoti Aplyditi Galvaninis nutrinimas |
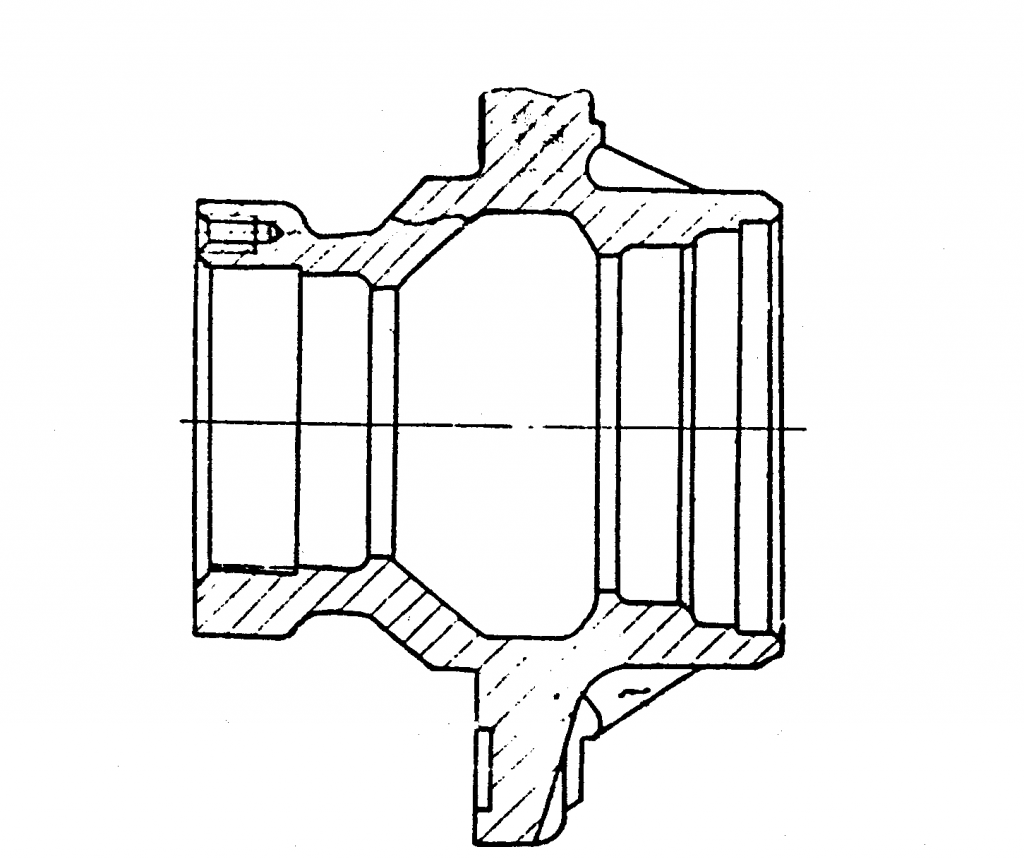
1pav. Užpakalinio rato stebules eskizas
6.2 Detales konstrukcines technologijos savybes ir darbo sąlygos.
Užpakalinio rato stiebulė:
- Užpakalinio rato stiebulė bugnas – geometrine forma
- Detales klase – 2
- Gabaritiniai matmenys : ilgis – 230mm, apskritime – 251,5 + 23,5
- Masė
- Baziniai paviršiai: pagrindiniai – nuožulos ties išorinių guolių, pagalbiniai
- Medžiaga: kalusis ketus GOST 1215 – 59
- Remontuojamų vietų suleidimas: guolio lizdas suleidimas su guolių 150
- Suleidimo charakteristika – su įvarža
- Riebokšlio lizdas suleidimas su riebikšlių
- Suleidimo charakteristika – su įvarža
- Pagaminimo tikslumas, paviršių šiurkštumas
Šiurkštumas –
Tikslumas: 4:5
Kiti technologiniai reikalavimai:
Radialinis mušimas paviršio B ne didesnis kaip 0,12mm, radialinis mušimas paviršio G ne didesnis 0,15mm
Užpakalinio rato stiebules darbo sąlygos.
Apkrovos didumas ir pobudis: 3 paviršius – spaudimas
5 paviršius – spaudimas
Apkrova yra kintanti abejose paviršiose apkrovos dydis – nuo greičio ir automobilio įkrovimo.
Trinties rušis: 3 paviršius – nera
5 paviršius – nera
Tepimo sąlygos: 3 paviršius – konsistencinių tepalu
5 paviršius – konsistencinių tepalu
Temperaturinis režimas: 3 paviršius – nuo –20 C iki 50 C
5 paviršius – nuo –20 C iki 50 C
Darbo aplinkos agresivumas: nera agresivi
Galimi metalo strukturos pakitimai: jeigu užstrigs guolis susidėvi stebulė.
6.3.Remontuojamų detalių metinė gamybos programa
Apskaičiuoti per metus remontuojamų su užduotyje nurodytais defektais detalių skaičių:
m = N * a * Kr = 1570 * 2 * 0,2 = 628 vnt
a – užduotyje nuroditų detalių skaičius mašinoje – 2 vnt
N – remonto įmones metine gamybos programa
Kr – detales remonto maršrutinis koeficientas
Nustatome vienų metų remontuojamų detalių partijos dydį (z’).Pirmiausia nustatoma kiek detalių
Per vieną darbo dieną reikės suremontuoti detalių:
vnt.
Remontuojamų detalių partiją sudarys per 5 dienas remontuotinų detalių skaičių.
vnt.
Priimu: z = 12 vnt. Tai atitinka racionalų vidutinių detalių partijos dydį (10…20 vienetų).
6.4 Detalių defektų racionalių pašalinimo budų parinkimas.
6.4.1 pirmas defektas: sregio išdilimas, iki Di – 152mm
Lizdo nominalus skersmuo Dn – 150
Išdiles didumas =152-149.32=2.68mm
– galimi defekto pašalinimo būdai:
Aplydimas:
a) CO2 aplinkoje;
b)Po fliuso sluoksniu;
c)Vibrolankinis;
6.4.2 antras defektas: išdilęs riebokšlio lizdas, skylė išdilusi Di – 138mm
Lizdo nominalus skersmuo Dn – 136
Išdiles didumas = 138-136.26=1.74mm
– galimi defekto pašalinimo būdai:
Aplydimas:
a) CO2 aplinkoje;
b)Po fliuso sluoksniu;
c)Vibrolankinis;
Galimi defekto pašalinimo būdai
Galimu remonto budų charakteristika 2 lentelė
|
Remonto budai
Rodikliai | Po fliuso sluoksniu | CO2 aplinkoje | Vibrolankinis |
| 1)Matmenis ir suleidimo atstatimas | + | + | + |
|
2)Savybių atstatimas
a – atsparumas išdilimui
b – atsparumas nuovargiui
c – sukibimo koeficientas
d – ilgaamžiškumo
koeficientas
|
0,91 0,87 1,0 0,79 |
0,72 0,90 1,0 0,63 |
1,0 0,62 1,0 0,62 |
| 3)Sluoksnio storis mm | 3 – 4 | 2 – 3 | 2 – 3 |
| 4)Medžiagų sanauda kg | 38,0 | 30,0 | 31,0 |
| 5)Atstatimo darbo imlumas val./m | 30 | 28 | 32 |
| 6)Energijos sanaudos kv/m | 286 | 256 | 234 |
| 7)Atstatimo savikaina Lt/m | 48,7 | 45,5 | 52 |
| 8)Techninio ekonominio efektivumo koeficientas |
61,5 |
72,2 |
83,8 |
Išvados
Pasirinkau aplydimą po fliuso sluoksniu, nes dilimo, nuovargio, ilgaamžiškumo koeficientai yra vieni aukščiausi lyginant su kitais būdais. Nors šis būdas yra brangiausias iš visų kitų aplydimo būdų, bet jis vienas iš kokybiškiausiu, racionaliausiu ir efektyviausiu remontuojant nurodytus defektus.
Pasirinktas remonto būdas tinka dviems defektams.
,
6.5. Detalės remonto maršrutinė technologija
6.5.1. Detalės defektų pašalinimo operacijų planai
6.5.1.1.Pirmo defekto (guolio lizdo išdilimas) pašalinimo operacijų planas:
- užpakalinio rato stiebules sregio išdilimas mechaninis valymas, paviršiaus paruošimas aplydimui.
- užpakalinio rato stiebules sregio išdilimas aplydymas nuo 152 mm iki 149.32 mm (aplydimo sluoksnis 4,4 mm);
- užpakalinio rato stiebules sregio išdilimas paruošiamasis šlifavimas
- nuo 151 mm iki 152 mm.
- patikrinti sregio išdilimas vietoje radialinį mušimą, jeigu muš > 0,05 reikia tiesinti.
6.5.1.2.Antro defekto (guoliavietės išdilimas) pašalinimo operacijų planas:
- užpakalinio rato guoliavietės išdilimas, paviršiaus paruošimas aplydimui.
- užpakalinio rato guoliavietės aplydimas po fliuso sluoksniu nuo 138mm iki 136,26 mm (aplydimo sluoksnis 1.74 mm);
- užpakalinio rato guoliavietės tekinimas nuo 137,5 mm iki 138 mm;
- užpakalinio rato guoliavietės patikrinti vietoje radialinį mušimą, jeigu
muš > 0,05 reikia tiesinti.
- užpakalinio rato stiebules guoliavietės baigiamasis šlifavimas nuo 137 mm iki 137,5mm;
- paviršiaus kokybės kontrolė
6.5.2.Racionalus detalės remonto maršrutas
1.operacija. Mechaninis paviršiaus valymas
2.operacija. užpakalinio rato stiebules guolio lizdo aplydymas nuo 152 mm iki 149 mm (aplydimo sluoksnis 3 mm);
užpakalinio rato stiebules riebokšlio lizdo aplydimas po fliuso sluoksniu nuo 138 mm iki 136,26 mm (aplydimo sluoksnis 1.76 mm);
3.operacija. užpakalinio rato stebules guolio lizdo paruošiamasis šlifavimas nuo 151 mm iki 152 mm.
4.operacija. užpakalinio rato stiebules riebokšlio lizdo tekinimas nuo 138,5 mm iki 138 mm;
5.operacija. Paviršiaus kokybės kontrolė.
6.6. Įrengimų;prietaisų,įrankių ir medžiagų parinkimas
1. operacija.
Mechaninis paviršiaus valymas: šepečiai, švitrinimo popierius.
2. operacija.
Tekinimo – sriegimo staklės, pertvarkytos detalėms aplydyti (11 kW)
Aplydimo galvutės aparatas A-580 M (montuojama ant staklių)
3. operacija.
Universalios šlifavimo staklės 3571
– sukimosi greitis 35…40 min-1
– šlifavimo disko matmenys 250x75x25 mm
– padavimo greitis 8-12
– galingumas 1,7 kW
Naudojamas tepimo aušinimo skystis iš 70 žibalo ir 30 industrinės alyvos
Matavimo prietaisai: slankmatis GOST 4446 -74, kalibrinė šakutė GOST 16776-71, mikrometras 0-25 mm GOST 6507-60;
4. operacija.
Tekinimo staklės 1K62B
– tekinimo diametras 27-200 mm
– ištekinimo ilgis 150200 mm ; 210300 mm ; 350410 mm
– špindelio padavimas 0,05-0,2
Įtaisas velenui įtvirtinti.
Tekinimo peilis su kietlydinio BK6 plokštele.
Matavimo prietaisai: slankmatis GOST 4446 -74, kalibrinė šakutė GOST 16776-71, mikrometras 0-25 mm GOST 6507-60;
5. operacija.
Paviršiaus kokybės kontrolė.
Matavimo prietaisai: slankmatis GOST 4446 -74, kalibrinė šakutė GOST 16776-71, mikrometras 0-25 mm GOST 6507-60;
6.7.Techninis darbo normavimas
6.7.1.Operacijų normavimo duomenys ir darbo režimai
6.7.1.1.Šlifavimo operacijos normavimo duomenys ir darbo režimai
Pradiniai duomenys ir darbo režimai
Operacija
Užpakalinio rato stiebules guolio lizdo šlifavimas po aplydimo po fliuso sluoksniu nuo 151,5 iki 152 mm.
2. Užpakalinio rato stiebules guolio lizdo detalės charakteristika
Medžiaga: plienas plienas 25XГM
Kietumas: HRC 60-65
Paviršiaus šiurkštumas: 1,25
Masė: 2,80 kg
Detalių skaičius partijoje: 10 vnt.
3. Įrengimai, įrankiai, madžiagos
Universalios šlifavimo staklės 3571
Naudojamas tepimo aušinimo skystis iš 70 žibalo ir 30 industrinės alyvos
Matavimo prietaisai: slankmatis GOST 4446 -74, kalibrinė šakutė GOST 16776-71, mikrometras 0-25 mm GOST 6507-60;
4.Apvalusis išorinis šlifavimas su skersine pastuma operacijos eskizas
5. Darbo režimai
h – užlaida šlifavimui vienai pusei, h = (d – d šl) / 2 = (152 – 151.5) / 2 = 0,25 mm
d – detalės skersmuo prieš šlifavimą, d= 151,5 mm
d šl – nušlifuotos detalės skersmuo, d šl = 152 mm
k – koeficientas įvertinantis disko nudilimo ir šlifavimo tikslumą, glotnus šlifavimas k= 1,65
n det.F. – faktiškas detalės sukimo dažnis pagal staklių pasą, n det.F. =50-400 aps/min.
S EF. – faktinė skersinė disko pastūma pagal staklių pasą, S EF. = 1 mm/min.
6.7.1.2.Aplydymo po fliuso sluoksniu remonto operacijos normavimo duomenys ir darbo režimai
Pradiniai duomenys ir darbo režimai
1.Operacija
Užpakalinio rato stiebules guolio lizdo aplydymas nuo 46,6 mm iki 42,2 mm (aplydimo sluoksnis 4,4 mm);
2. Užpakalinio rato stiebules guolio lizdo detalės charakteristika
Medžiaga: plienas plienas 25XГM
Kietumas: HRC 60-65
Paviršiaus šiurkštumas: Rz 40
Masė: 2,80 kg
Detalių skaičius partijoje: 10 vnt.
3. Įrengimai, įrankiai, madžiagos
Tekinimo – sriegimo staklės, pertvarkytos detalėms aplydyti (11 kW)
Aplydimo galvutės aparatas A-580 M (montuojama ant staklių)
Matavimo prietaisai: slankmatis GOST 4446 -74, kalibrinė šakutė GOST 16776-71, mikrometras 0-25 mm GOST 6507-60;
4.Lizdo aplydimas po fliuso sluoksniu operacijos eskizas
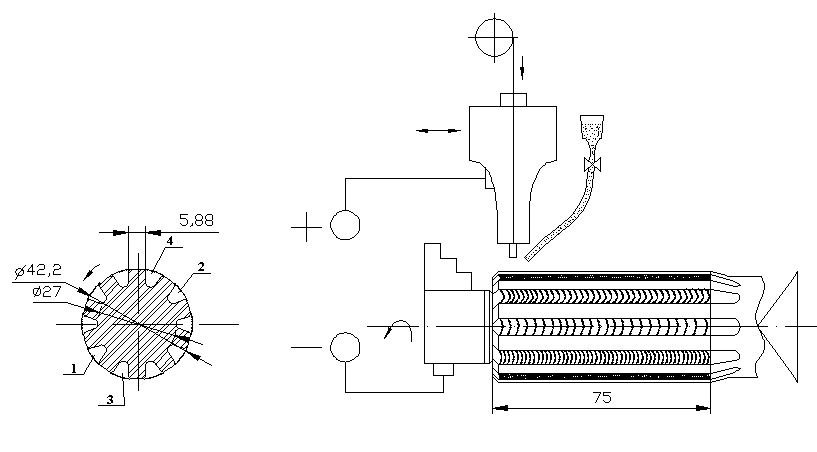
5. Darbo režimai
L – aplydomo paviršiaus ilgis, L= 175 mm;
i – suvirintų sluoksnių skaičius, i= 10 vnt.;
V ap.F. – aplydymo galvutės pastumos greitis, V ap.F. = 1,2 mm/aps.
7. Konstravimo skyrius
7.1 Prietaiso paskirtis, konstrukcija ir veikimo principas
Užpakalinio rato stebulės remontui pasirinkau “Usac” firmos 457 modelio su trimis griebtuvais nuėmėją. Jo konstukcija parodyta nuėmėjo surinkimo brėžinyje. Nuėmėjo sraigtas pagamintas iš anglinio plieno, griebtuvai ir korpusas iš chromo-vanadium plieno. Nuėmėjo svoris 2,4 kg.
Prietaisas skirtas nuimti nuo velenų guolius, krumpliaračius ir skriemulius.
Nuėmėjo veikimo principas yra toks:
- nuėmėjo griebtuvais yra užkabinamas guolis ar krumpliaratis, kad užgriebti norimą detalę reikia reguliuoti griebtuvų ilgį (griebtuvų ilgis reguliuojamas atsukant svirties ir griebtuvo varžtus ir perstatant į 3 galimas padėtis).
- teisingai užgriebus detalę pradedama veržti sraigtą taip kad jo galas įsiremtų į veleną.
įsirėmus sraigto galui į veleną atsiranda spaudimo jėga, kuri stumia guolį ar krumpliaratį nuo veleno, tęsiant veržimą spaudimo jėga didėja tol kol guolis ar krumpliaratis išsims.
7.2 Prietaiso elementų atsparumo skaičiavimas ir medžiagų parinkimas
Šio preitaiso silpniausia vieta yra griebtuvo antgaliai, kurie didelio lenkimo atveju gali lūžti. Todėl paskaičiuosiu lenkiamo griebtuvo antgalio stiprumo sąlygą.
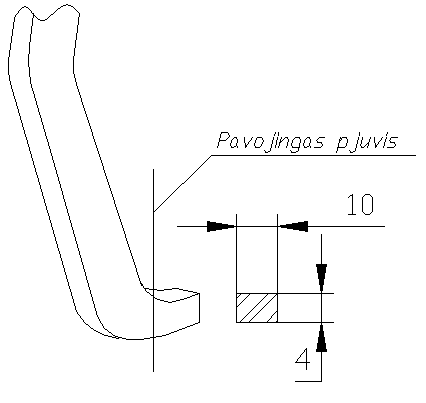
4.pav. nuėmėjo griebtuvo pavojingo pjūvio eskizas
Lenkiamo strypui stiprumo sąlyga yra tokia:
1 = M / Wx 1adm
Čia:M- maksimalus lenkimo momentas pavojingame pjūvyje.
1adm – leistina lenkiamo stripo stiprumo sąlyga, 1adm = 150 MPa (N/ mm2)
Wx – atsparumo momentas
Wx = (h * a2)/ 6 = (4 * 100)/ 6 = 66,67 mm3
Čia:a – strypo plotis, a= 10 mm
h – strypo aukštis, h= 4 mm
M = 1adm * Wx = 150 *66,67 = 1000.05 Nm
Išvada: maksimalus lenkimo momentas kurį viršijus lenkiamas strypas sulūš yra lygus M= 1000,05 Nm.